在医药产业智能化转型的关键时期,广州迈驰包装设备有限公司凭借深耕自动化包装领域的技术积累,推出系列适配原料药生产需求的包装设备,涵盖自动原料药包装机、医药原料药包装机及全自动原料药包装机生产线,为药企实现高效生产与质量管控提供一体化解决方案。

核心设备优势解析
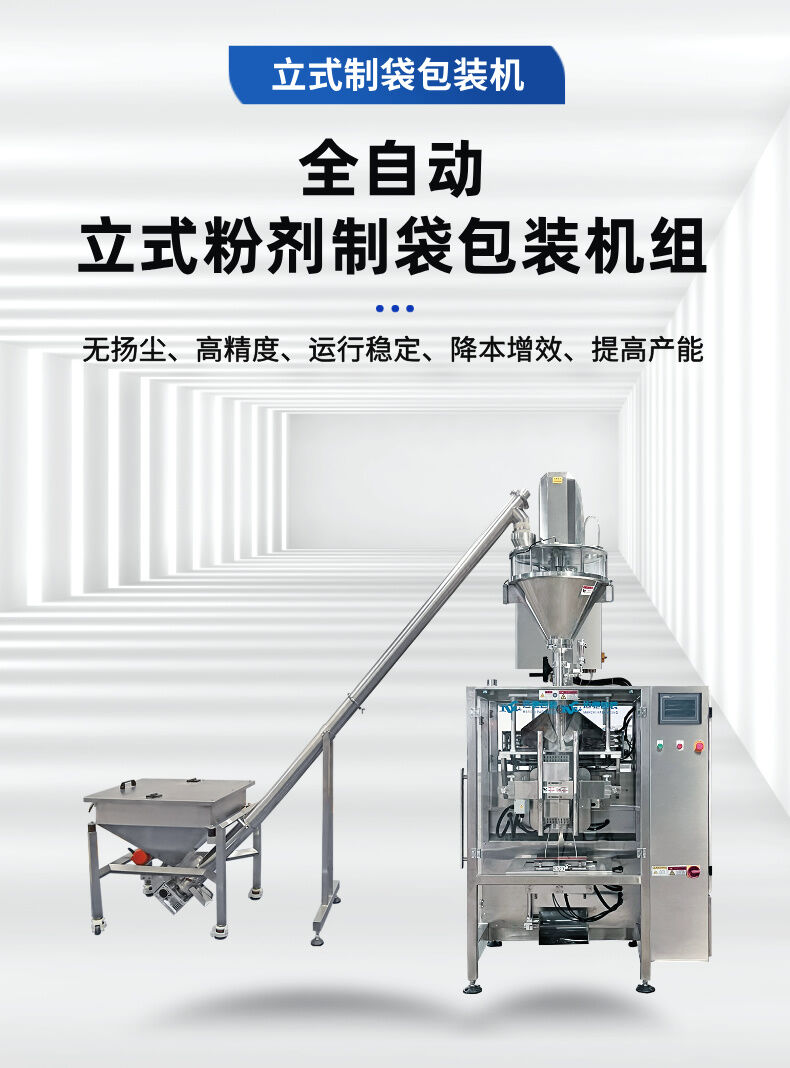
广州迈驰研发的全自动原料药包装机具备精准的计量与灵活的适配性能。设备包装速度可达 20-60 包 / 分钟,支持 1-100 克宽泛重量范围的物料包装,通过高精度传感器与伺服控制系统,确保每包物料重量误差控制在行业严苛标准内。在包装形式上,设备提供背封、三边封、四边封及异性袋等多种封口选择,搭配锯齿、直纹、花纹等纹路工艺,满足不同剂型原料药的外观与密封需求。其兼容复合膜、铝箔、茶叶滤纸等多种包装材料,制袋尺寸可在 L40-150mm×W40-110mm 范围内自由调节,适配多样化包装场景。
多元应用场景覆盖
该系列设备已在医药原料药、食品添加剂、兽药中间体等领域实现成熟应用。在医药生产场景中,设备采用 304 不锈钢机身与食品级接触部件,符合 GMP 洁净生产标准,有效避免物料污染;针对兽药粉剂包装需求,其负压除尘系统与密封式包装结构可实现无尘化作业,提升生产环境安全性。某中型药企引入迈驰全自动生产线后,单班产能提升 40%,人力成本下降 50%,成为行业提效降本的典型实践。
全流程自动化包装过程
智能上料与预处理:通过螺旋输送系统实现物料自动填充,配套除尘装置可吸附 99% 以上的漂浮粉尘,保障生产环境洁净。
- 精准计量与制袋:螺杆式计量装置结合光电追踪技术,完成物料定量分配;220mm 宽幅包装膜经成型器转换为指定规格袋型,制袋过程稳定高效。
- 多元封口与切割:根据物料特性选择背封或三边封等封口工艺,配备平刀、齿刀等多种切刀类型,实现袋口整齐切割与密封。
- 质量检测与输出:集成重量复检与金属异物检测功能,实时剔除不合格产品,最终成品经自动整理后进入仓储环节。
针对当前包装设备存在的效率、能耗及维护难题,迈驰提供系统化应对策略:
产能优化方案:单机可实现多列同步包装,通过模块化组合构建全自动生产线,满足单日 8 万包以上的大规模生产需求。
节能降耗设计:采用 220V/380V 双电源适配系统与低功耗电机,结合智能温控技术,相比传统设备能耗降低 25%,年运行成本显著减少。
便捷运维支持:设备搭载远程监控模块,支持手机端实时查看运行数据与故障预警,配套的标准化易损件设计将停机维护时间缩短 50%。
合规性保障:从材料选用到工艺设计严格遵循 FDA、GMP 等国际标准,关键部件通过食品级安全认证,为药企合规生产提供硬件支撑。