一、设备卓越性能,铸就高效包装典范
创新底充技术,适配多元原料药场景
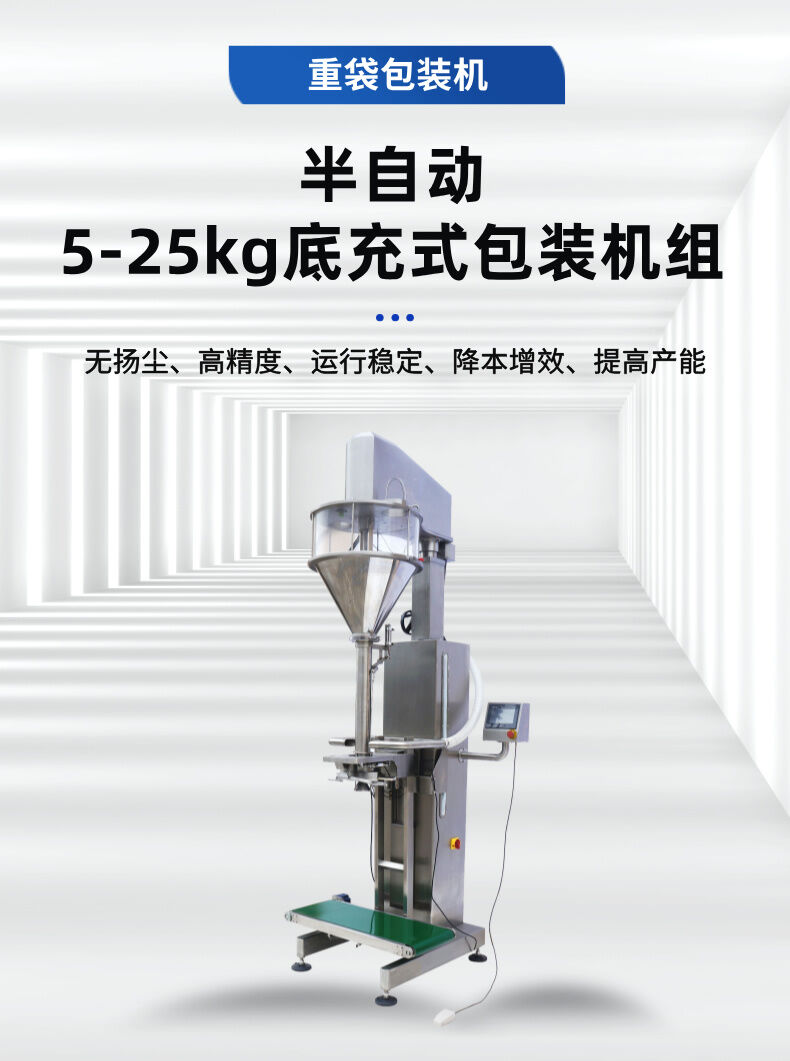
广州迈驰原料药混合包装机(型号:MC-DLLB-100L)采用底充式灌装技术,从包装容器底部进行物料充填,将物料落差控制在最小范围,实现无扬尘包装。无论是密度差异显著的原料药混合粉体,还是流动性极差的微粉化原料,亦或高精度要求的医药中间体,均可精准计量包装,满足GMP规范对原料药生产环境的严苛要求。
精工设计赋能卫生与效率双提升
设备采用全304不锈钢结构,表面经精细抛光处理,耐腐蚀且不吸附物料,完全符合医药行业卫生标准;组合式/开启式透明料箱设计无需工具即可快速拆卸清洗,避免不同批次原料药交叉污染,特别适合多品种、小批量原料药的柔性生产需求。
智能控制系统保障计量与操作精度
双速充填+高敏称重:气动夹袋装置与托架集成于高精度重量传感器,根据预设重量自动执行“快速充填+慢速精填”双阶段作业,搭配高反应速度称重系统,将包装精度稳定控制在**±0.1~0.5%**,满足原料药“克级精准”的计量要求;
人机交互与配方管理:PLC控制系统搭配彩色触摸屏,支持10组产品参数配方存储,切换不同原料药包装时一键调用,减少调试时间;故障自诊断系统实时监控运行状态,自动报警并定位问题,大幅降低维护难度。
二、设备参数适配广泛,满足原料药包装需求
型号与核心配置
设备型号:MC-DLLB-100L,专为5~25千克纸桶装原料药设计,底充式灌装+单螺旋给料组合,适配纸桶、金属桶等多种刚性容器;
结构优势:一体化称重平台与夹袋装置,确保纸桶定位精准,避免灌装过程中物料洒漏。

包装规格与效率
包装重量:5~25千克(可调),覆盖实验室小样与中试批量生产需求;
包装速度:1~4包/分钟,在高精度计量下保持稳定产能,适配原料药“小批量、多批次”的生产特性。
电源与可靠性
电源:3P AC 208~415V 50/60Hz(宽幅电压适配全球制药厂);
整机功率:2.87kW(低能耗设计,符合制药行业绿色生产标准);
整机重量:450千克(稳固结构减少运行振动,保障计量精度)。
三、广州迈驰实力护航,制药包装优选品牌
广州迈驰包装设备有限公司深耕包装自动化领域26年,专注为制药、食品、化工等行业提供高端包装解决方案。作为迈驰集团核心研发基地,广州迈驰与合肥迈驰形成“双引擎”驱动,整合德国、意大利前沿包装技术,结合国内原料药生产工艺特点,打造更贴合行业需求的设备。
技术沉淀与合规保障
医药级标准设计:设备研发严格遵循FDA、EMA等国际制药规范,关键部件通过316L不锈钢材质可选配,满足高活性原料药(HPAPI)包装需求;
认证与质控:通过ISO9001国际质量体系认证、CE安全认证,从原材料采购到成品出厂执行12道质量检测工序,确保设备稳定性与可靠性。
全周期服务体系
定制化方案:针对原料药特性(如吸湿性、静电吸附性)提供专属解决方案,例如集成惰性气体保护装置、防静电组件等;
售后支持:组建由制药工程专业技术人员构成的售后团队,提供设备安装调试、GMP合规培训、定期校准维护等服务,已成功服务齐鲁制药、药明康德等头部药企,产品远销欧美、东南亚等制药强国与地区。
广州迈驰原料药混合包装机以“精准计量、卫生合规、智能高效”的核心优势,成为辉瑞、恒瑞等国内外知名药企的信赖之选,不仅为原料药包装环节提供硬件支撑,更通过技术创新助力药企提升生产效率、降低质量风险,是制药行业实现智能化升级的理想伙伴。